Tunt stål används för tillverkning av en mängd olika utföranden. Hos företagen utförs svetsarbeten med specialapparater som ger produkterna optimal anslutning. Hur man lagar tunn metall med en elektrod hemma? Vilken utrustning fungerar bäst? Sådana frågor ställs av oerfarna svetsare som tvingas arbeta hemma. Information om hur man svetsar tunn metall med en elektrod kan hittas i den här artikeln.
Vilka är svårigheterna?
Vikten av frågan om vilka elektroder som är bättre att laga tunn metall beror på att om de är felaktigt valda eller arbetsreglerna inte följs, kan befälhavaren ha problem. Dessa inkluderar följande:
Eftersom du måste arbeta med ganska tunt material är det viktigt att beräkna strömstyrkan korrekt. Annars kan flera genomgående hål bildas i metallen. De är också resultatet av långsam sömnadshantering.

- För att förhindra genombränning har många svetsare bråttom för mycket och går igenom fogen. Som ett resultat kvarstår en osmält plats på den behandlade ytan. Specialister kallar sådana webbplatser brist på fusion. Som ett resultat erhålls anslutningen med dålig täthet och produkten anses vara olämplig för att arbeta med vätska. Dessutom har metallen en låg draghållfasthet och kinkmotstånd.
- Ofta gör de som inte vet hur man lagar tunn metall med en elektrod ytterligare ett misstag, nämligen att de lämnar inflöden på baksidan av de anslutna produkterna. Om på framsidan ytan ser normal ut, lämnar den mycket på önskan. Detta kan förhindras med hjälp av speciella underlag. Det är också önskvärt att minska strömstyrkan eller ändra svetstekniken.
- Det händer att strukturen deformeras. Anledningen är överhettning av plåtstål. Eftersom metallkonstruktionen förblir kall i själva kanterna, och den intermolekylära komponenten expanderar vid svetspunkten, börjar det bildas vågor på stålets yta, vilket leder till en allmän böjning. Enligt erfarna svetsare löses problemet genom kallrätning - med hjälp av gummihammare räcks arket. Om detta inte är möjligt kommer det att behöva växla rätt sömnad under svetsningen.
För att förhindra dessa brister måste du veta hur man lagar tunn metall med en elektrod.
Om aktuella källor
För svetsning kan sådana källor vara transformatorer och växelriktare. Enligt experter anses det första alternativet nu vara föråldrat och kommer snart att överges. Trots de obestridliga fördelarna (hög tillförlitlighet och uthållighet) drar transformatorerna alltför strömförsörjningsnätet, vilket ofta medför skador på ledningar och elektrisk utrustning. Inverterare, tvärtom, planterar inte nätverket och enligt experter kommer det att vara ett idealiskt alternativ för en nybörjare svetsare. Om tidigare, när man arbetar med en transformatorkälla, elektroden fastnat på ytan och brände nätverket, stängs svetsströmmen helt enkelt av omformaren. I början av bågtändningen observeras en strömmen på transformatorn, vilket är oönskat. Situationen är annorlunda med växelriktare - i dessa enheter, tack vare närvaron av speciella lagringskondensatorer, används den tidigare pumpade energin.
Om Arc Welding
Enligt erfarna hantverkare beror framgången för bågsvetsning på kvaliteten på kalcineringen av förbrukningsvaror. Den optimala temperaturen är 170 grader. I detta termiska system inträffar likformig beläggningssmältning. Det är bekvämt att manipulera bågen och bilda en söm. Svetselektroder för tunna metallplåtar måste vara av hög kvalitet. I enlighet med tekniken bildas en intermittent båge genom kortvarig separering från elektroderna från svetsbassängen. Om produkten har en eldfast beläggning, kommer i slutet ett slags "visir" att bildas, vilket kommer att störa kontakten och bågen skapas.
Om elektrodernas tvärsnitt
Enligt experter beror effektströmmen direkt på vilken diameter elektroden har. För en tjock krävs en källa som kan ge en stor mängd ström. För en viss diameter tillhandahålles således en specifik effektindikator, utöver vilken det är omöjligt att gå.

Om den medvetet underskattas bildas svetsen helt enkelt inte. Istället kommer endast metallstreck med slagg och elektrodbeläggning att finnas kvar på den behandlade ytan. Om du till exempel arbetar med en 2, 5 mm-elektrod bör minsta strömindikator vara 80 ampere. Upp till 110 ampere överdriva det när de arbetar med en elektrod som är 3 mm tjock. Utifrån många recensioner är idén att utföra svetsarbete med elektroder med ett tvärsnitt på 3 mm vid ett nuvarande index på 70 ampere initialt ett misslyckande, eftersom ingen söm kommer att fungera.
Var ska jag börja?
Innan du lagar tunn metall med en elektrod måste du välja den korrekt. Eftersom du måste laga mat med reducerad spänning är det inte praktiskt att använda 4-5 mm elektroder. Annars kommer den elektriska bågen att "stanna" och bränningen genomförs inte helt. Vilka elektroder för att laga tunn metallinverter? Utifrån många recensioner skulle det bästa alternativet vara elektroder med en tjocklek av 2-3 mm.
Vad kommer experter att råda?
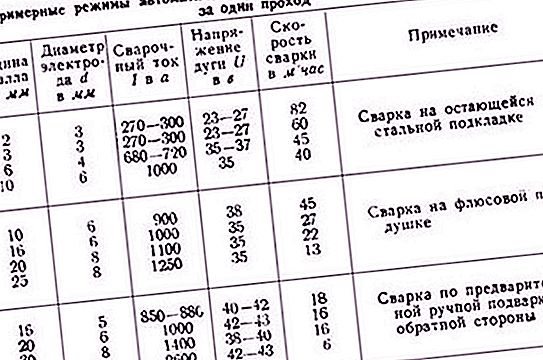
Den som inte vet hur man lagar tunn metall med en 2 mm elektrod bör använda den speciella beräkningstabellen. För ett material vars tjocklek inte överstiger 1 mm används en ström på 10 A och 1 mm elektroder. Utifrån de många recensionerna bränner de ut tillräckligt snabbt. Om du måste arbeta med en metall på 1 mm bör strömstyrkaindikatorn variera från 25 till 35 A. För sådan svetsning krävs elektroder med ett tvärsnitt på 1, 6 mm. 2 mm rekommenderas för ark med en tjocklek av 1, 5 mm. Strömstyrkan i detta fall är högre och uppgår till 45-55 A. Elektroder med ett tvärsnitt på 2 mm är anordnade för en metall som är 2 mm tjock. I detta fall används en ström på 65 A. Hur tillagar man en tunn metall med en 3 mm elektrod? Som experter rekommenderar fungerar en produkt med ett sådant tvärsnitt med metall 2, 5 mm tjock med en strömstyrka på 75 A.
Om Butt Joint
På grund av det faktum att de ansluter tunnplåtade stålplåtar till fogen bränns material ofta. För att förhindra detta måste du rita plattorna på rätt sätt. De flesta svetsare föredrar att överlappa plattor. Således kommer basen för den avsatta metallen att bildas, vilket förhindrar att den brinner. Trots det är många nybörjare intresserade av hur man kan svetsa tunn metall med en 3 mm elektrod till fogen? Som erfarna svetsare rekommenderar är det inte nödvändigt att klippa sina kanter när du placerar plattorna. Det finns inte heller något behov av ett gap mellan dem. Det räcker bara för att föra ändarna på arken som ska svetsas närmare varandra och klämma fast dem. Det blir lättare att arbeta i läget för låg strömstyrka och med hjälp av relativt tunna elektroder.

Om Butt Welding
Butt svetsning utförs på flera sätt:
- Först är enheten inställd på svagt läge. Bildningen av sömmen utförs snabbt och tydligt längs sömlinjen. I detta fall är oscillerande rörelser inte nödvändiga.
- Denna metod använder en något ökad ström. För att bilda en söm, rekommenderas det att använda en intermittent båge. Denna åtgärd beror på att ge materialet tid att svalna innan en ny "del" av tillsatsen appliceras på det.
- Den tredje metoden skiljer sig praktiskt taget inte från den föregående. I det här fallet använder svetsare dock speciella underlag, vars uppgift är att upprätthålla ett uppvärmt område och förhindra att det misslyckas. Utifrån utvärderingarna är det oönskat att använda ett metallbord som ett sådant underlag. Annars svetsas det helt enkelt till själva produkten. Det bästa alternativet är en grafitfoder.
- Vissa mästare övar svalnade svetsar. Denna metod förhindrar deformation av strukturen. Du kan också placera sömmar i små avsnitt. För att göra detta börjar de bilda en ny söm från den punkt där den föregående slutar. Med hjälp av denna metod upphettas produkten likformigt för att förhindra dess deformation.
Arbetets framsteg
Innan svetsning rengörs de delar som ska sammanfogas noggrant från rost. Enheter som ger likström är bra eftersom omvänd polaritet kan användas för svetsning.

Det räcker med att sätta in elektroden i hållaren, som är ansluten till kabeln med beteckningen "+", och kabeln med "-" till ytan på ståldelen. Denna anslutningsmetod ger en stor uppvärmning av elektroden, och metallytan värms upp mindre. Om befälhavaren strävar efter att värma de anslutna produkterna svagare, måste de placeras vertikalt. Enligt experter är det viktigt att de lutar inom 30-40 grader. Tillagningen utförs från topp till botten. Spetsen på elektroden ska förflyttas i en riktning utan några avvikelser på sidorna.

")

